



5 PCB Design Elements That Impact PCB Assembly Costs
As with most manufactured products, PCB assembly involves a constant balance between cost,...

Making sure your printed circuit boards (PCBs) meet quality standards isn’t just a box to check — it’s the foundation of your product’s success. PCB assembly testing is what ensures that every component functions as intended, catching potential defects early and paving the way for reliable, long-lasting performance in the field.
Whether you’re producing consumer electronics or life-saving medical devices, the right testing approach can protect your timeline, budget, and reputation. In this guide, we’ll walk through the full landscape of PCB testing methods, from basic inspections to advanced failure analysis — so you can make informed decisions that keep your products performing at their best.

Microsection analysis is a destructive test. So it’s performed on a sample of PCBs, not the entire manufacturing run.
The test allows evaluation of the plated through-holes and the lamination. It also examines a part of an assembled PCB for problems such as such as:
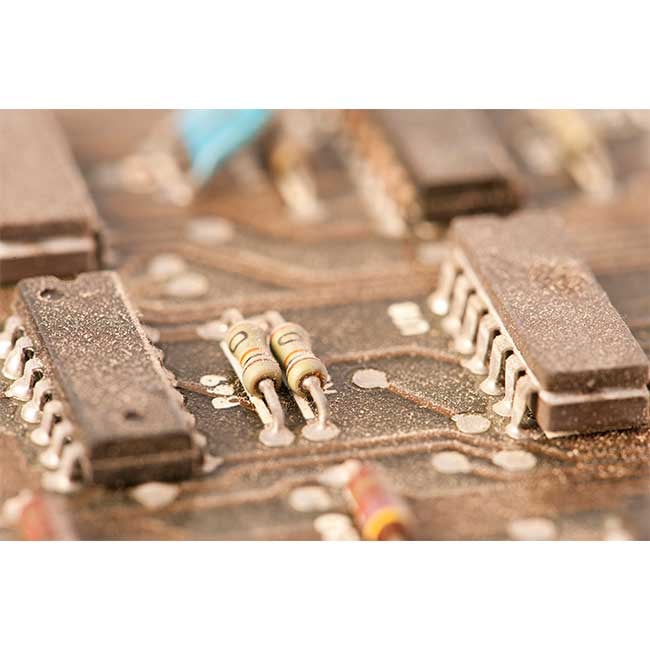
Contamination is one of the most common causes of component failure, even in clean room environments.
Tests to detect contamination include:
X-ray testing can check elements that are usually hidden from view, such as connections and ball grid array packages with solder joints underneath the chip package.
During this test, an X-ray technician is able to locate defects early during the manufacturing process by viewing:


In-circuit testing (ICT) is one of the strongest types of PCB testing.
An ICT, also known as a bed-of-nails test, powers up and actuates the individual circuitry on the board. It enables functional testing of the various ICs and key components, verifying that signals, voltages, and overall performance meet design specifications.
ICT is often used for complicated designs and/or congested areas that a flying probe would not be able to access effectively.
This test is for a “mature” product with very few revisions expected.

Flying probe testing is a tried-and-true option that’s less expensive than in-circuit testing. It’s a nonpowered type of test that checks for:
The test uses needles attached to a probe on an x-y grid obtained from basic CAD. Your ECM programs coordinates to match the circuit board and then runs the program.
In some cases, ICT makes it unnecessary to use flying probe testing, but the PCB has to be designed to fit with the test fixture — which means a higher initial cost. While flying probe testing can be cheaper initially, it may actually be less cost-effective for large orders.
One final word of caution: A PCB flying probe test does not power up the board.

AOI uses either a single 2D camera or dual 3D cameras to capture images of the PCB. The system then compares these images to known good examples of the circuit. If deviations exceed the expected margin of error, the board is flagged for further inspection by a technician.
AOI can be useful for detecting issues early to ensure production is shut down ASAP. However, it doesn’t power up the board and may not offer 100% coverage for all part types.

As the name suggests, burn-in testing is a more intense type of testing for PCBs. It’s designed to detect early failures and establish load capacity. Because of its intensity, burn-in testing can be destructive to the parts.
This is done by running a power supply through the electronics at an elevated
ed temperature, often at its maximum-specified capacity.
Electronics have a higher failure rate close to launch, leveling out in the middle and rising again as they reach the end of the life cycle. If a PCB with an infant mortality failure like this were to make its way into military or medical equipment, it could result in a serious accident.
Burn-in testing reduces the number of latent defects by triggering them through heat, resulting in a more reliable batch of electronics for the OEM. The trade-off is a smaller yield and potentially reduced product lifespan.
The data collected through this process can, in turn, help engineers understand what caused the defects and modify the design to improve product reliability before it even hits burn-in.

Also referred to as AXI, this type of “testing” is really more of an inspection tool, at least for most ECMs.
There are 2D and 3D AXI tests, with 3D offering a faster testing period.
X-ray testing checks elements that are usually hidden from view, such as connections and ball grid array packages with solder joints underneath the chip package. While this check can be very useful, it does require trained, experienced operators.

Some customers do like a good, old-fashioned functional test. Your ECM uses this to verify that the product will power up.
This test does require a few things:
This functional test and its parameters are usually provided by the customer. Some ECMs can help develop and design such a test.
It does take time. If you want to get your product out the door quickly, this may not be your best choice. But from a quality and longevity standpoint, functional testing can save face and save money.

There are other types of functional tests that can be used to check your PCB, depending on the circumstances.
A PCB functional test verifies a board’s behavior in the product’s end-use environment. The requirements of a functional test, its development, and procedures can vary greatly by PCB and end product.
Other PCB assembly testing types include:

is intended to reduce the number of failures once the product is in the hand of the consumer. In order to understand the various classes of electronics and the methods of testing used for each, consider downloading our resource.
As with most manufactured products, PCB assembly involves a constant balance between cost,...

© 2026 Matric Group